
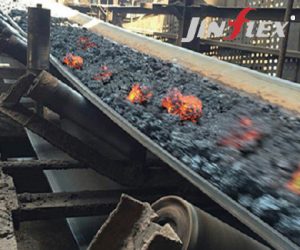
Flame-retardant conveyor belts are mainly used for internal transportation in tunnels and mines, where safety is crucial.
Structure:
The tensile body is made of high-strength, low-elongation galvanized steel wire rope, and the upper and lower covering rubber is matched with flame-retardant and antistatic materials. Under constant tension, it is bonded and formed, and vulcanized to adapt to the flame-retardant and antistatic environment of coal mines. Material transportation. Our products meet the MT668-2019 standard and have obtained relevant certificates.
Advantages:
Flame retardant, wear-resistant, long service life, high tensile strength
Can prevent explosions caused by static electricity
Applications:
Coal transportation, mining industry
Power plants, heating stations and waste incineration plants
Cement plants, foundries, steel plants
Tunnel construction, etc.
All steel cord conveyor belts and fabric core conveyor belts we produce can provide flame retardant properties
Zaozhuang Jinflex is a manufacturer with 50 years of experience in conveyor belt production. It has professional production and testing processes and has passed ISO9001 certification to ensure that product quality meets standards. Interested bosses are welcome to purchase.